车用铝合金的疲劳性能,技术干货:铝合金挤压铸造技术在汽车结构件中的应用
摘 要
给出了几种典型挤压铸造件在汽车制造业中的应用实例。通过对典型零件的研究,证明挤压铸造是提高铸件性能的最有效的工艺方法,可替代部分锻造生产那些性能要求高而用其他铸造方法性能无法达到的制件,在汽车制造业用铝合金替代部分铸铁、铸钢生产高质量铸件是可行的。
挤压铸造工艺使液态金属在高压下成形、凝固或伴有微量塑性变形,可消除铸件内部缩孔、疏松等缺陷,使铸件组织细密,可通过热处理大幅提高铸件力学性能,接近或相当于模锻件水平,具有良好的应用前景。
随着新能源汽车的发展和汽车轻量化的需要,挤压铸造技术在汽车结构件上的应用越来越广泛,如控制臂类、连杆类、发动机支架、轮边支架类等底盘件一部分应用铝合金材料制造,取代部分锻造生产高性能复杂结构件,替代低压和差压铸造、金属型重力铸造生产那些可靠性要求高的结构件已成汽车未来优选趋势。
一、在汽车转向节中的应用
转向节属于底盘安全件,具有连接、承载、转向功能,服役条件复杂。某铝合金挤压铸造转向节原型搭载在SUV车型,原生产工艺为球墨铸铁砂型铸造,质量达4.5 kg。采用A356铝合金挤压铸造工艺生产转向节,根据乘用车底盘零部件的8种典型工况对初步结构进行强度分析,根据CAE分析结果优化结构,最终得到铝合金转向节优化数模和铸件见图1,质量为2.19 Kg,相对铸铁减重比例达56.6%。转向节优化数模8种典型工况CAE分析结果见表1,应力分布均满足要求,小于技术条件要求的A356材料屈服强度230 MPa。

图1:左转向节设计模型
表1:铝合金转向节优化模型分析结果
采用宇部HVSC-800PL卧式挤压铸造机试制,在模具设计上采用间接挤压工艺布置。对转向节用挤压铸造工艺进行前期模流模拟分析,结果表明,凝固过程中最后的液相区在零件前轮中心中部偏下,见图1b,铸件热节也在此处集中,存在缩孔或缩松的危险。为保证充型平稳及凝固能够很好地补缩,中间与轮毂连接的圆孔部位结合水冷加局部挤压进行改善。由于前期设计分析详细,在后期试模过程中,除在模具上加开排气槽和修改挤压销间隙外,整个试制过程基本没有出现大的问题。
挤压铸造转向节经T6热处理,固溶温度为530 ℃,保温480 min,40 ℃水冷,时效温度为180 ℃,保温360 min,从铸件本体取样测试力学性能,取样位置见图1c车用铝合金的疲劳性能,材料拉伸性能检测结果见表2,满足设计要求。
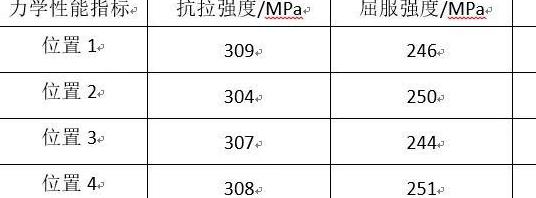
表2:铝合金转向节材料力学性能检测结果
对挤压铸造铝合金转向节样件加工并与对偶件装配后进行台架试验,测试仪器为生产的160 KN/100mm液压伺服试验设备,试验加载力的大小、方向、加载频率等试验参数均与原铸铁转向节相同。对转向节进行典型工况的静强度及疲劳耐久试验,样件均未出现裂纹、变形等不符合状况,通过了台架试验。
二、在汽车气囊支撑臂中的应用
气囊支撑臂是汽车轮边驱动桥的核心支撑零件,见图2,它与汽车箱体、减震器气囊模块、驱动系统相连,具有承载汽车后部载荷,支撑驱动桥并为减震气囊起缓冲作用,在汽车行驶状态下,承受着多变的冲击减震载荷。其主要失效方式为疲劳破坏。
汽车气囊支撑臂原来主要由球墨铸铁铸造而成,为了实现汽车轻量化,国外开始研发高性能铝合金气囊支撑臂,由铸铁件、铸钢件向铝合金锻造件的升级换代,以实现气囊支撑臂产品的轻量化。该铝合金气囊支撑臂用于某新能源汽车中巴,力学性能要求:本体取样抗拉强度〉300 MPa,屈服强度〉210 MPa,断后伸长率>8%。
该产品在开发初期产品台架试验曾发生断裂,后经对产品结构的改进,见图3,①处的产品边界往箭头所指方向左移5 mm,②处取消过渡圆弧成直线,螺栓安装孔面抬高5 mm。改进后的零件整体刚度得到加强,受力情况更加合理,从产品本体取样力学性能测试结果见表3,后经多轮台架试验产品性能完全满足了设计要求,产品台架试验见图4。
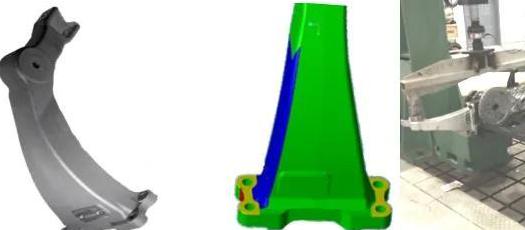
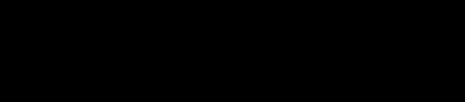
表3:力学性能测试结果
三、在汽车控制臂中的应用
图5:铝合金控制臂
图5为铝合金控制臂零件,最大外形尺寸为320 mm×154 mm,平均壁厚为12 mm,结构根据拓扑优化,提取骨架,结合装配要求最终设计成带弧形型弯曲外形的杆系结构。其在三个位置上存在装配受力关系,对优化后的结构进行受力分析,见表4,应力和变形满足设计要求。铝合金铸件整体质量为2.5 kg,从该铸件结构特点上看,铸件结构简单、壁厚适中,适合于采用挤压铸造成形。图6为挤压铸造铸件树示意图,图7为局部挤压结构图,图8为动模水路结构,图9是挤压铸造控制臂X光探伤图,从X光照片可以看出:挤压铸造控制臂在大孔处局部有微观缩松外,其他部位未发现有缩孔、缩松缺陷。
表4:CAE模拟分析结果
图10是挤压比压为100 MPa条件下控制臂铸件的显微组织图,可以看出挤压铸造控制臂的金相组织为:α+共晶体,在挤压铸造条件下,由于挤压力的存在提高了铸件的凝固速度,使初生α相的晶粒有了一定的细化。从控制臂铸件本体取样进行力学性能测试,铸件各个位置力学性能相当,抗拉强度均大于300 MPa,屈服强度大于230 MPa,伸长率大于8%。满足设计要求。经100万次台架试验产品的各项性能指标完全满足技术要求,其中刚度指标高于原来铸钢件。
图11:挤压铸造发动机后悬左支架
四、在商用汽车发动机左右悬置支架中的应用
某商用汽车110型发动机支架见图11,生命周期长,性能要求高,台架实验零件需能够承受250 kN不破坏。零件平均壁厚为25 mm,最大壁厚为55 mm,用UBE HVSC 间接挤压铸造机生产。支架材料采用A356.2铝合金,按设计要求从产品最厚部位取样测得的力学性能见表5和图12,图13为支架厚大截面剖切图(剖切位置见图13),从抛光腐蚀图面可看出铸件没有任何缩松针孔、夹渣等铸造缺陷。图16 是改产品挤压铸造件与金属型重力铸造件断口对比图,挤压铸造件的断口(a)晶粒比金属型重力铸造断口(b)晶粒更加细小。
表5:挤压铸造发动机后悬左支架力学性能
图14:两种工艺生产的支架断口比较
产品经台架100万次疲劳台架实验未发现永久变形和裂纹等问题,在破坏性实验中,产品在365.7KN力的作用下才发生断裂破坏,指标大于250KN的规定值,接近了1.5倍。
五、结论
给出几种典型挤压铸造件在汽车制造业中的应用实例,可替代部分锻造生产那些性能要求高而用其他铸造方法无法达到的制件。在汽车制造业用铝合金替代部分铸铁、铸钢已成为业界共识。随着新能源汽车的发展和汽车轻量化的需要,先进的挤压铸造技术在汽车结构件上的应用将越来越广泛,挤压铸造的应用市场空间更加广阔。
- 标签: